广安国标三级反丝直螺纹套筒钢筋接头施工技术解析
在现代化建筑工程中,钢筋机械连接技术因其高效、可靠的特点被广泛应用。其中,符合国家标准的反丝直螺纹套筒接头,作为三级接头的重要形式,在结构安全中扮演着关键角色。本文将对广安地区应用的国标三级反丝直螺纹套筒钢筋接头的施工技术进行系统解析。
一、反丝直螺纹套筒接头的基本原理与特点
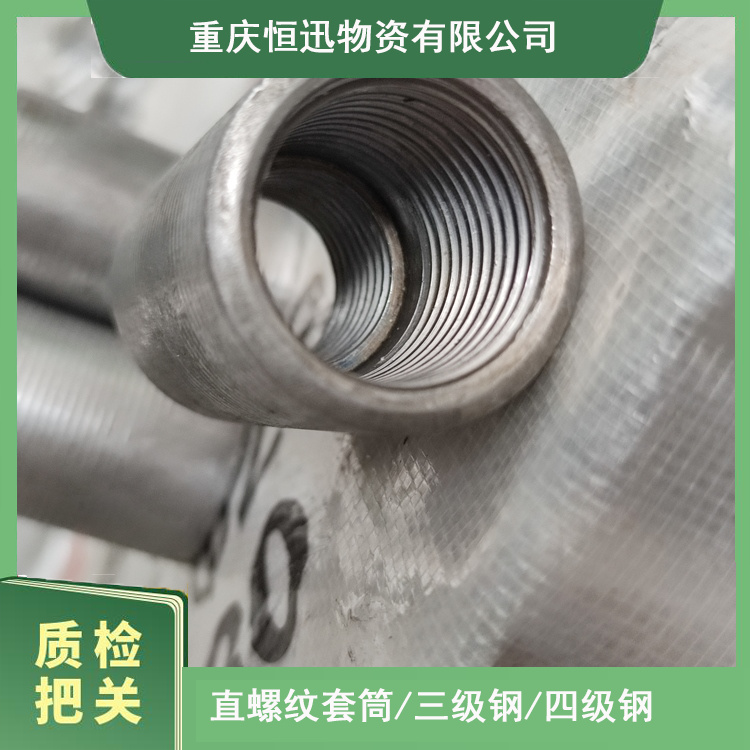
反丝直螺纹套筒接头是一种机械连接方式,其核心原理是通过加工有反向螺纹的钢筋端头与特制套筒相互旋合,实现两根钢筋的轴向连接。与普通正丝接头相比,反丝设计在特定施工场景,如钢筋无法旋转的梁柱节点、钢筋笼对接等处,展现出显著优势。该接头类型严格遵循国家标准,达到三级接头性能要求,即接头抗拉强度不小于被连接钢筋实际抗拉强度的1.25倍,并具有优良的延性及反复拉压性能。
二、施工前的材料与设备准备
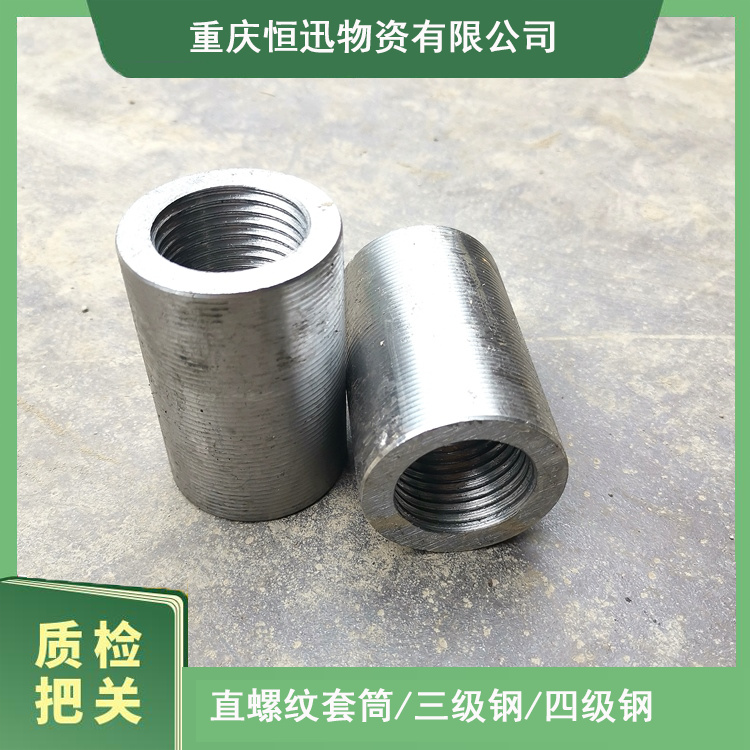
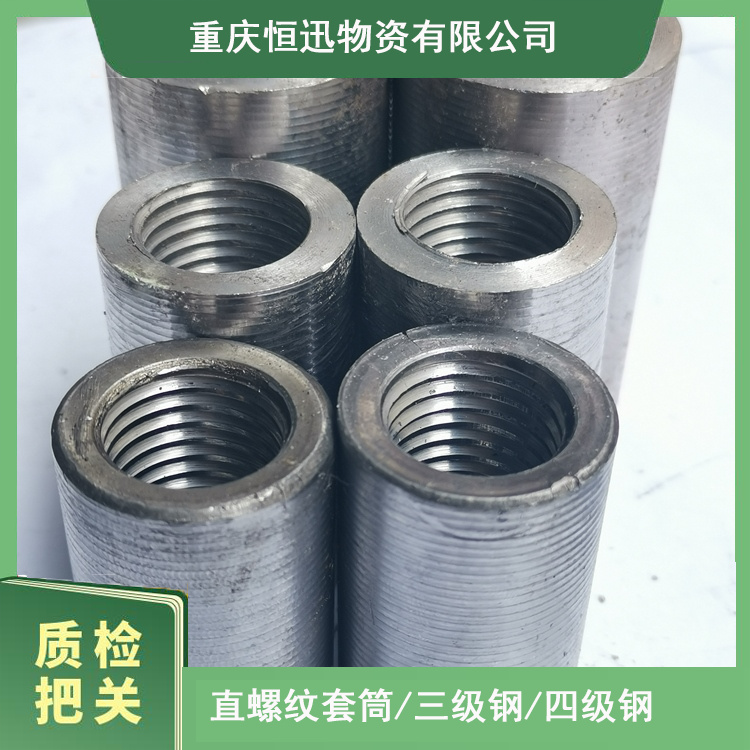
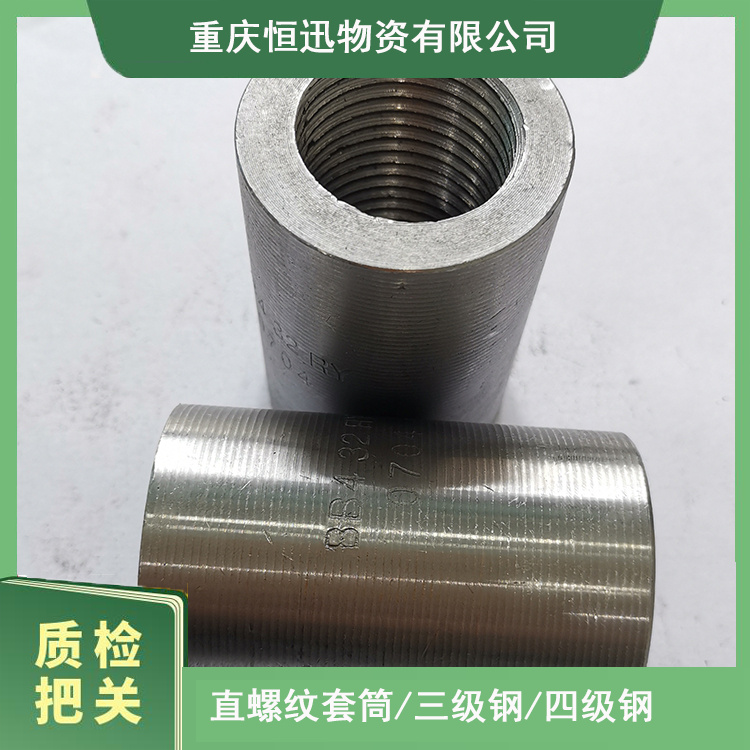
施工前,必须确保所有材料与设备符合规范要求。钢筋应符合设计规定的牌号和直径,其端部加工面应平整,无马蹄形或弯曲现象。套筒应有清晰的型号标记和合格证明,内螺纹尺寸、公差及牙型角必须符合国家标准。主要施工设备包括专用反丝直螺纹滚丝机、配套的刀具、扭矩扳手以及量规。开工前应对设备进行校准,确保螺纹加工精度和连接扭矩的准确性。
三、关键施工工艺流程与控制要点
施工工艺流程主要包括钢筋端头处理、螺纹加工、接头组装和质量检查四个环节。
首先,钢筋端头应采用砂轮切割机切平,保证端面与轴线垂直。随后,使用反丝滚丝机进行螺纹加工,必须控制好加工长度和螺纹精度,并使用通规和止规进行检验。在接头组装时,应将两根待连接钢筋的螺纹端分别旋入套筒两端,使用专用扭矩扳手拧紧至规定值,确保力矩达标。整个过程需保证螺纹清洁,严禁混入杂物。
四、接头质量检验与验收标准
质量检验是保证连接可靠性的最后关口。检验分为工艺检验和现场抽检。工艺检验在施工前进行,用以确定接头的性能等级。现场抽检则按验收批进行,主要检查外观质量和拧紧扭矩。外观要求螺纹外露不得超过规定扣数,套筒表面无裂纹。扭矩值必须达到设计规定。此外,每批接头还应按规定比例抽取试件进行单向拉伸强度试验,其结果必须全部合格。
五、常见问题分析与施工注意事项
在实际施工中,可能遇到螺纹配合过紧或过松、扭矩达不到要求等问题。这通常与螺纹加工精度、设备状态或操作手法有关。施工中应注意保持设备良好,严格按规程操作。在钢筋密集区域,应提前规划拧紧操作空间。雨天或潮湿环境应采取防锈措施。所有施工人员应经过专业培训,持证上岗,确保每一道工序都处于受控状态。
综上所述,广安国标三级反丝直螺纹套筒钢筋接头的规范施工,依赖于合格的材料、精良的设备、标准的工艺和严格的质量控制。深入理解其技术原理,熟练掌握施工要点,对于保障建筑主体结构的整体性与安全性具有至关重要的意义。