重庆恒迅物资有限公司
三级钢套筒,四级钢套筒,变径套筒,反丝套筒,冷挤压套筒
咨询热线: 18523388806
欢迎来到重庆套筒厂家官方网站,重庆恒迅物资有限公司是一家生产钢筋套筒,直螺纹套筒的厂家,品质保障,欢迎咨询!

重庆恒迅物资有限公司
三级钢套筒,四级钢套筒,变径套筒,反丝套筒,冷挤压套筒
咨询热线: 18523388806
在现代化建筑施工中,钢筋连接技术是结构安全的关键环节。绵阳地区作为重要的工业基地,其生产的直螺纹棱角套筒在建筑钢筋接头领域具有显著优势。本文将围绕2832型号的套筒产品,结合国标要求与高铁用料标准,为您详细介绍相关工厂的技术特点与应用场景。
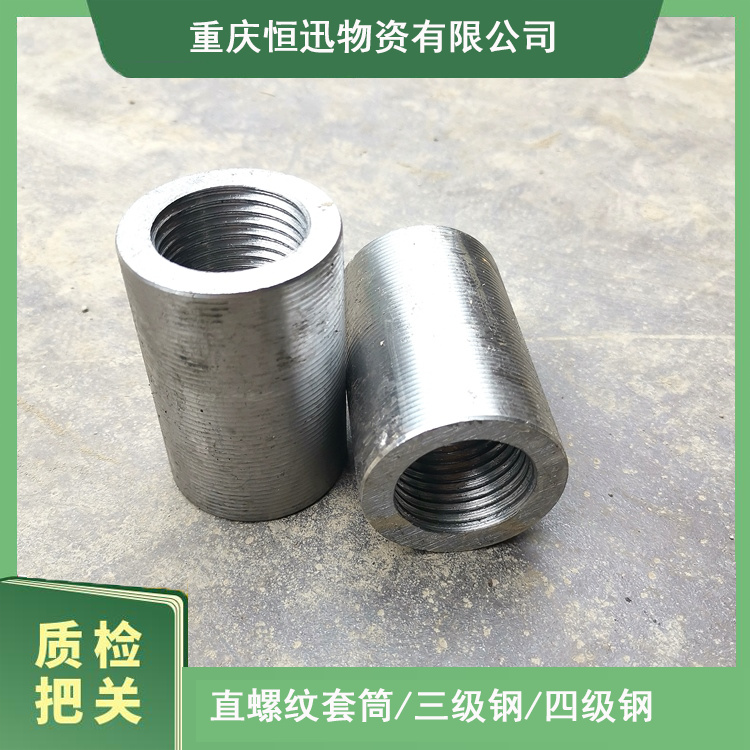
直螺纹棱角套筒是一种用于钢筋连接的机械接头部件。其内壁加工有直螺纹,外形设计为棱角状,便于施工时使用扳手等工具进行拧紧操作。这种套筒通过螺纹与钢筋端部连接,能够有效传递轴向力,确保接头强度达到母材要求。2832型号中的28和32分别代表可连接钢筋的公称直径范围,适用于28毫米32毫米的钢筋规格。
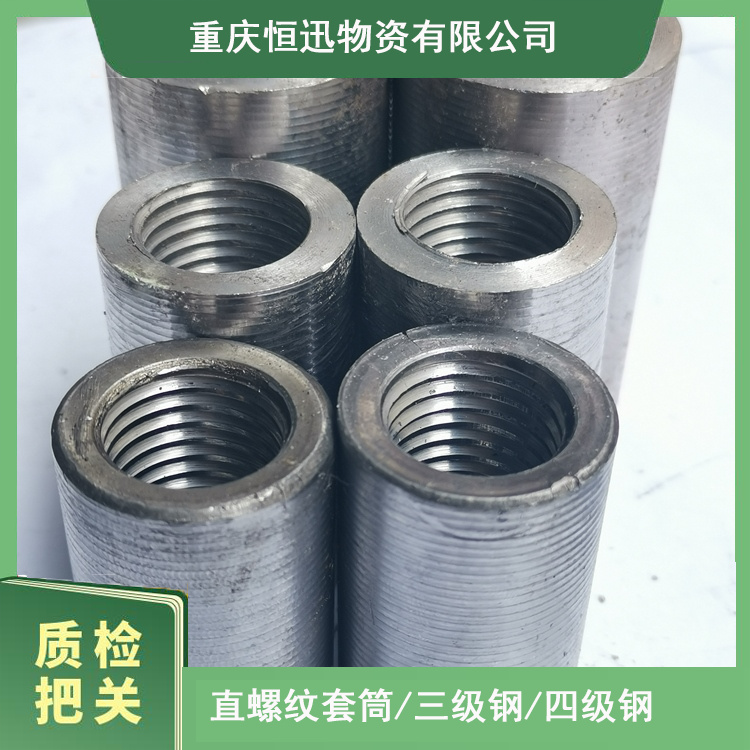
根据标准GB/T 1499.2和JGJ 107的相关规定,绵阳工厂生产的直螺纹棱角套筒需满足以下技术指标。套筒的材质通常45号优质碳素结构钢或40Cr合金钢,经过调质处理后硬度达到HRC 2832。螺纹加工精度需符合6H级标准,螺纹中径公差控制在0.05毫米以内。接头抗拉强度应不低于钢筋母材标准值的1.1倍,且断口位置应位于钢筋母材而非接头处。这些参数了产品在高铁桥梁、隧道等重载结构中的安全可靠性。
高速铁路建设对钢筋连接件有更为严格的质量控制标准。绵阳工厂为高铁项目提供的套筒需通过疲劳试验验证,在200万次循环荷载后仍保持完整连接性能。产品的棱角设计增加了与工具接触面积,减少了施工时的滑丝风险。套筒表面进行防锈处理,采用热镀锌或达克罗工艺,盐雾试验时间需达到720小时以上无红锈。此外,工厂需提供每批次的材质报告和扭矩系数检测数据,确保现场安装质量可追溯。
绵阳地区专业工厂采用数控车床加工套筒毛坯,螺纹部分使用旋风铣削工艺一次成型。生产过程中每50件产品抽检一次螺纹通止规,不合格批次直接报废处理。热处理工序采用网带炉连续作业,通过红外测温仪实时监控淬火温度。成品出厂前进行百分百的磁粉探伤检查,杜绝裂纹或夹层缺陷。工厂还配备有试验机,每月对套筒接头进行型式检验,验证其力学性能是否持续符合国标要求。
在建筑工地使用直螺纹棱角套筒时,操作人员需先将钢筋端部用专用滚丝机加工出直螺纹。套筒安装时应使用扭矩扳手,2832型号的拧紧力矩为260牛米320牛米。施工过程中需注意套筒棱角方向与扳手咬合位置,避免单边受力导致螺纹损伤。接头拧紧后应检查外露螺纹圈数,标准要求为1圈2圈完整螺纹。对于高铁工程,还需在套筒表面涂刷扭矩标记漆,方便后期质量抽检时核对拧紧状态。
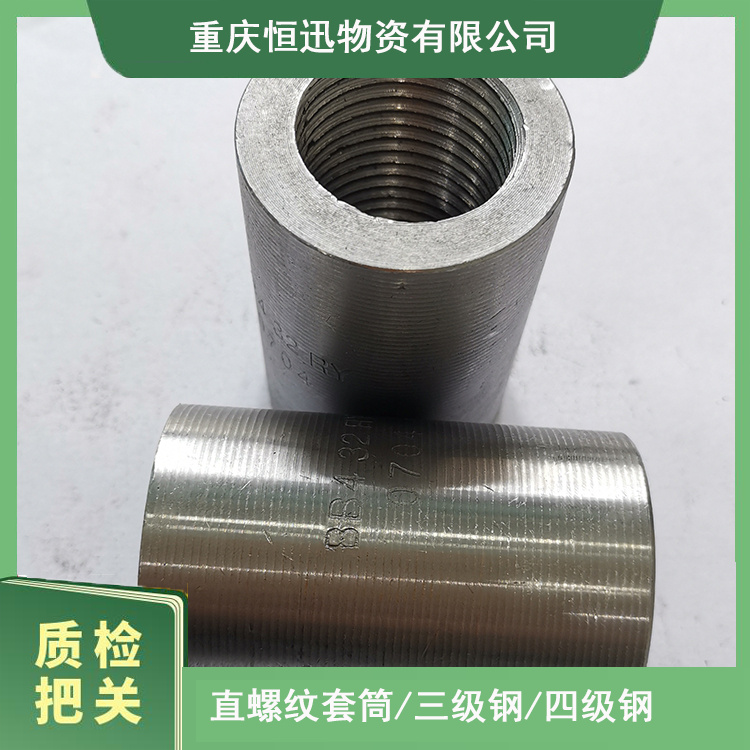
采购绵阳直螺纹棱角套筒时,建议用户重点核查工厂的生产许可证和第三方检测报告。正规会在产品表面压印型号标识和批号代码,例如2832字样和日期编码。对于高铁项目用料,应要求工厂提供中铁检验认证中心出具的CRCC证书。同时注意套筒包装应标明生产标准、数量及防锈期限,避免使用过期或包装破损的产品。建议优先选择具备ISO 9001质量管理体系认证的工厂,其产品一致性更有保障。
套筒在运输和存放过程中应保持干燥通风,避免与酸碱性物质接触。工厂建议将产品放置在离地30厘米以上的托盘上,并用防雨布遮盖。施工现场临时存放时,套筒不应直接与地面接触,防止泥沙污染螺纹。若套筒表面出现轻微浮锈,可使用钢丝刷清理后涂油使用,但严重锈蚀或螺纹损伤的产品必须报废处理。定期检查库存套筒的防锈油膜状态,必要时补充涂覆。
随着装配式建筑和智能建造技术的推广,绵阳工厂正在研发带有RFID芯片的智能套筒,可实时记录拧紧力矩和连接时间。同时,针对超大直径钢筋连接需求,50毫米以上规格的棱角套筒也开始投入。高铁建设领域对套筒的抗疲劳寿命要求提升300万次循环,促使工厂改进热处理工艺。未来,采用机器人自动生产线制造的套筒产品将进一步提高尺寸稳定性和生产效率。

重庆恒迅物资有限公司:匠心筑造,引领钢筋套筒新未来在钢筋铁骨的建筑世界里,每一个细节都关乎安全与稳固。重庆恒迅物资有限公司,作为钢筋套筒制造领域的佼佼者,我们以匠心独运的精神,专注于高品质钢筋套筒的研发与生产。每一枚套筒,都承载着我们对品质的执着追求和对安全的深刻理解。