重庆恒迅物资有限公司
三级钢套筒,四级钢套筒,变径套筒,反丝套筒,冷挤压套筒
咨询热线: 18523388806
欢迎来到重庆套筒厂家官方网站,重庆恒迅物资有限公司是一家生产钢筋套筒,直螺纹套筒的厂家,品质保障,欢迎咨询!

重庆恒迅物资有限公司
三级钢套筒,四级钢套筒,变径套筒,反丝套筒,冷挤压套筒
咨询热线: 18523388806
在高速铁路隧道工程建设中,钢筋连接技术是保障结构安全与耐久性的关键环节。巴中地区某高铁隧道项目采用的筏板直螺纹套筒18正丝双螺纹接头技术,通过优化螺纹设计与施工工艺,显著提升了连接效率与质量稳定性。本文将从技术原理、施工流程、质量控制及工程应用等方面,系统解析这一技术的核心要点。
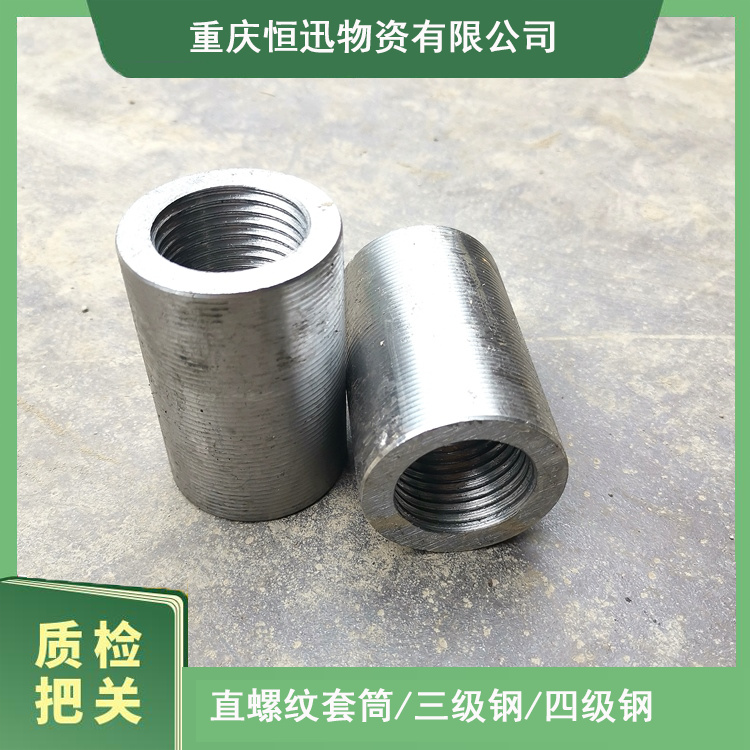
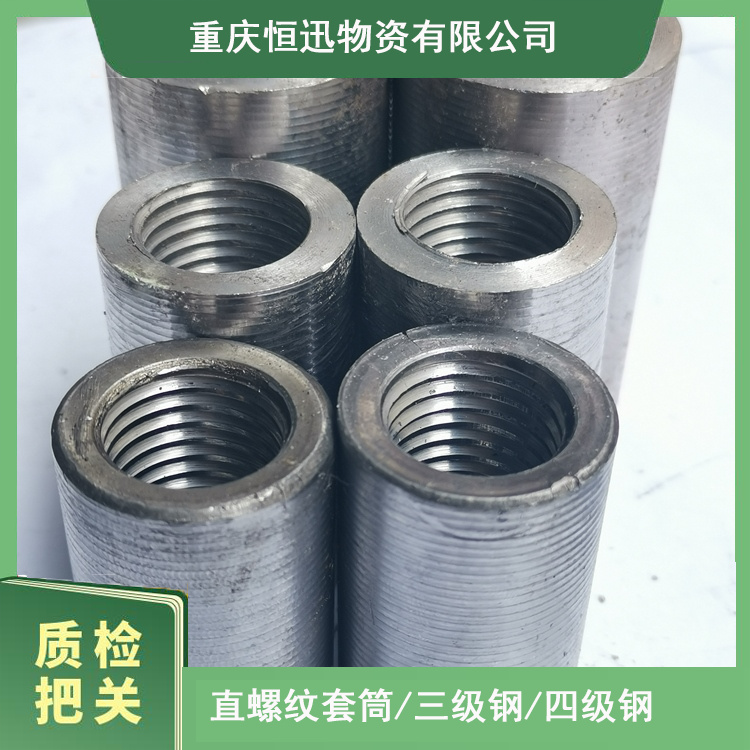
直螺纹套筒连接技术是通过在钢筋端部加工直螺纹,再与内螺纹套筒旋合实现力传递。巴中项目采用的18正丝双螺纹接头,其螺纹规格为18毫米直径,采用正丝双螺纹设计。双螺纹结构增加了螺纹接触面积,使套筒与钢筋的咬合更紧密,能够有效分散应力集中点。与单螺纹相比,双螺纹接头在承受拉力和剪力时,荷载分布更均匀,抗疲劳性能更强。该技术特别适用于高铁隧道中筏板基础、衬砌结构等大直径钢筋的密集连接区域。
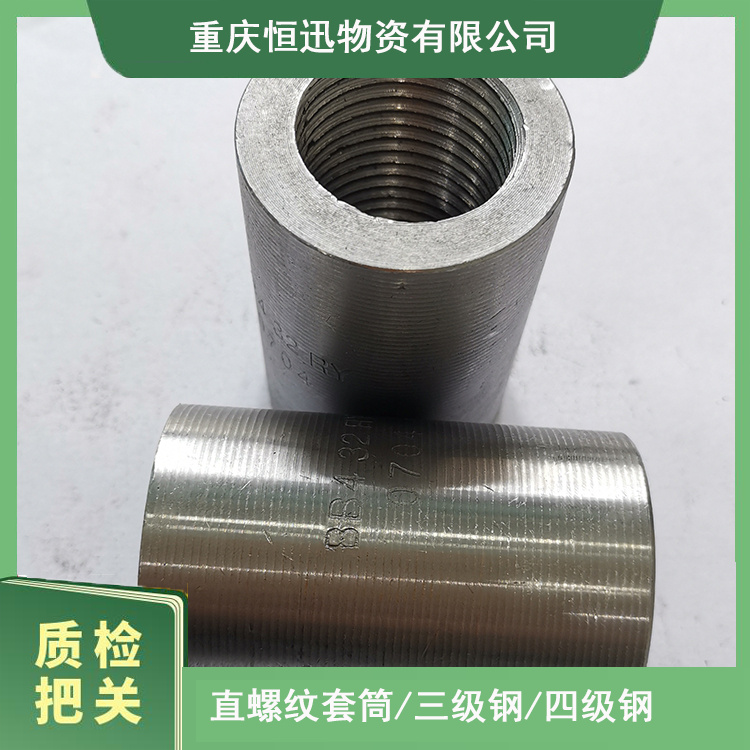
施工前需对钢筋端部进行切割与打磨处理。采用专用直螺纹滚压机,在钢筋端头滚压出标准18正丝双螺纹。加工过程中应控制螺纹长度、牙形完整度及同心度,确保螺纹参数符合设计图纸要求。加工完成后,需用专用螺纹环规进行检测,不合格端头应切除重新加工。
巴中隧道项目使用的直螺纹套筒内壁加工有与钢筋对应的正丝双螺纹。安装时先将套筒旋入一端钢筋,旋入深度应达到套筒长度的一半。随后将另一端钢筋对准套筒,使用力矩扳手按设计扭矩值旋紧。双螺纹设计使旋合过程更顺畅,减少了卡丝风险。连接完成后,应在套筒表面涂刷防锈漆,并标记连接日期与操作人员编号。
每批接头需按规范进行抽检,检验项目包括螺纹外观、套筒长度、旋合扭矩值及钢筋伸出长度。现场可采用超声波探伤仪检测内部缺陷,确保无裂纹或螺纹损伤。对于高铁隧道这类重要结构,接头合格率需达到,不合格接头必须返工重做。
在巴中高铁隧道施工中,质量控制重点包括三个方面。一是原材料控制,钢筋与套筒的材质、力学性能需符合标准,套筒宜采用45号碳结钢或40Cr合金钢,并进行热处理以提高硬度。二是加工精度控制,螺纹加工公差应控制在0.1毫米以内,避免因螺纹配合过紧或过松影响连接强度。三是施工环境控制,隧道内湿度较大时,应使用防水型套筒,并在连接后立即进行防腐处理。
与传统焊接连接相比,直螺纹套筒连接技术具有明显优势。首先,施工速度更快,单个接头安装时间可缩短35分钟,适合隧道内连续作业。其次,连接质量更可靠,避免了焊接可能产生的热影响区脆化问题。第三,效益突出,无焊接烟尘与火花,降低了对隧道内空气质量的污染。巴中项目在筏板基础施工中应用该技术后,接头合格率稳定在99.8%以上,为隧道主体结构的安全提供了有力保障。
实际施工中可能出现螺纹滑丝、套筒开裂或连接扭矩不足等问题。针对螺纹滑丝,应检查钢筋端部是否锈蚀或存在油污,加工前需清理干净。套筒开裂多因材质硬度不足或热处理工艺不当,应正规产品并查验出厂合格证。扭矩不足时,需校准力矩扳手,并加强操作人员培训,确保每根钢筋旋合到位。
巴中筏板直螺纹套筒18正丝双螺纹接头技术,通过精细化设计与标准化施工,成功解决了高铁隧道中钢筋连接的高强度与高可靠性需求。随着我国高速铁路网络的持续扩展,该技术有望在更多复杂地质条件下的隧道工程中推广应用。未来,可进一步探索智能化加工设备与数字化检测手段,实现连接质量的实时监控与追溯,推动钢筋连接技术向更、更精准的方向发展。
标签:巴中筏板直螺纹套筒 18正丝双螺纹接头 高铁隧道连接技术 钢筋连接施工 直螺纹套筒质量控制 隧道工程钢筋工艺

重庆恒迅物资有限公司:匠心筑造,引领钢筋套筒新未来在钢筋铁骨的建筑世界里,每一个细节都关乎安全与稳固。重庆恒迅物资有限公司,作为钢筋套筒制造领域的佼佼者,我们以匠心独运的精神,专注于高品质钢筋套筒的研发与生产。每一枚套筒,都承载着我们对品质的执着追求和对安全的深刻理解。